Aleaciones de níquel Electrodo manual Datos de fabricación de soldadura ENiCrMo-10






COMPONENTE QUÍMICO:
| ALEACIÓN (% en peso) | C | Mn | Si | Cr | Ni | Fe | W | Mo | V | Cu | P | S | |
| REGLAS GB/T | 0,02 | 1.00 | 0,20 | 20,0-22,5 | ≥49 | 2.0-6.0 | 2,5-3,5 | 12,5-14,5 | 0,4 | 0,5 | 0,02 | 0,015 | |
| REGLAS DE AWS | 0,02 | 1.00 | 0,20 | 20,0-22,5 | Margen | 2.0-6.0 | 2,5-3,5 | 12,5-14,5 | 0,35 | 0,5 | 0,03 | 0,015 | |
| VALOR DE EJEMPLO | 0,015 | 0,31 | 0,18 | 21.7 | 55.3 | 4.82 | 3.35 | 13.400 | 0,05 | 0,05 | 0,01 | 0.003 | |
PROPIEDAD MECÁNICA:
| PROPIEDAD | LÍMITE DE RENDIMIENTO (MPa) | RESISTENCIA DE EXTENSIÓN (MPa) | VALOR IMPACTO J/℃ | ALARGAMIENTO(%) | ||||
| REGLAS GB/T | 350 | 690 | - | 22 | ||||
| REGLAS DE AWS | - | 690 | - | 25 | ||||
| VALOR DE EJEMPLO | 530 | 749 | - | 40 | ||||
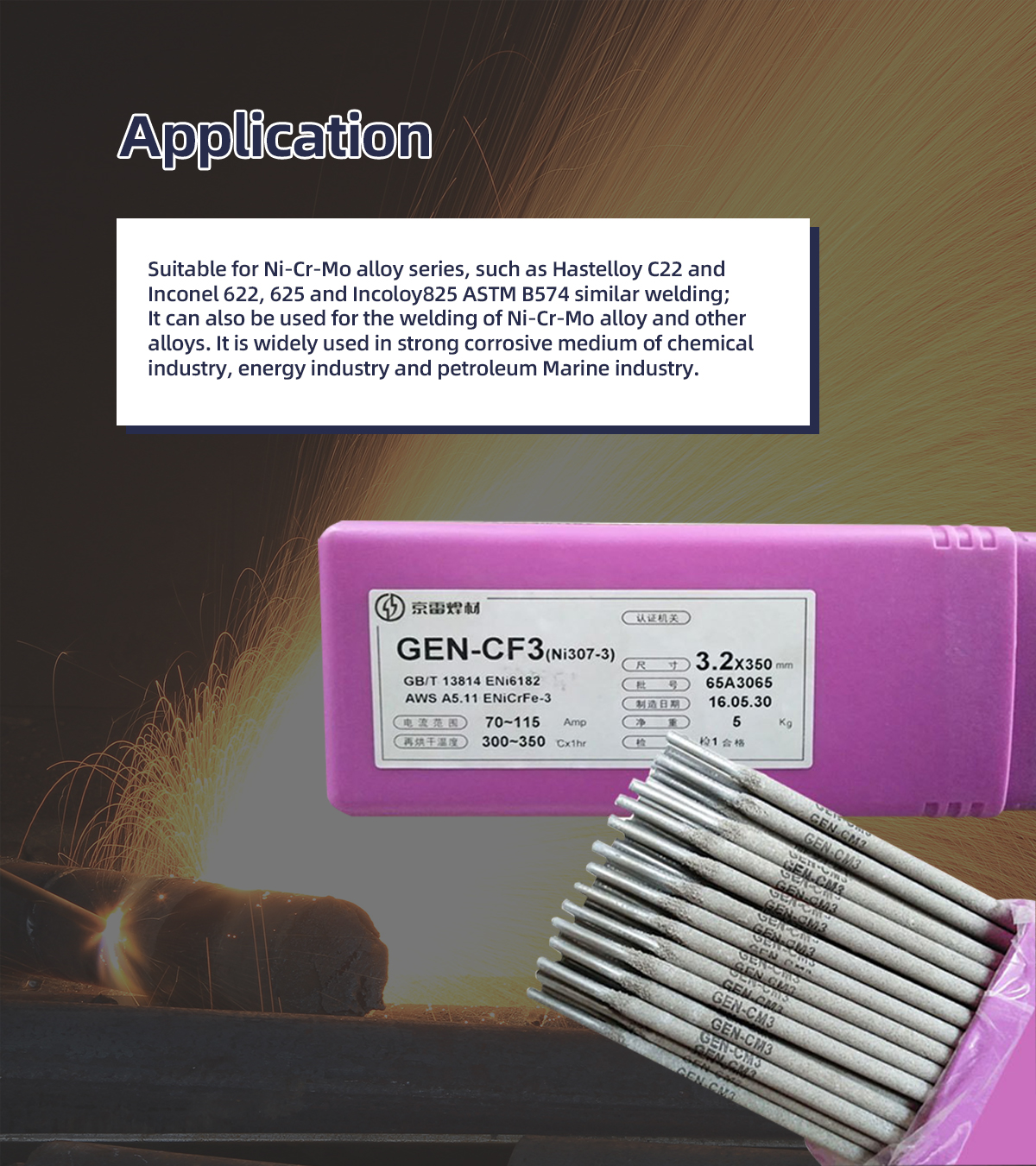
PARÁMETROS DE SOLDADURA RECOMENDADOS:
| ESPECIFICACIONES DE DIÁMETROS (mm) | 2,6*300 | 3,2*350 | 4,0*350 | ||||||
| ELECTRICIDAD (Amperio) | H/W | 65-95 | 70-115 | 95-145 | |||||
| AY | 55-80 | 65-110 | 80-130 | ||||||

Electrodo manual de tipo bajo en hidrógeno, composición nominal (porcentaje en peso) es 56Ni-22Cr-13Mo-4F-e-3w, electrodo de aleación de níquel-cromo-molibdeno.
Arco estable, formación hermosa, pocas salpicaduras, fácil eliminación de escoria, buena resistencia a la porosidad.


Las propiedades mecánicas del metal fundido son estables.












-
Proyecto YAMAL GNL
-
Energía nuclear de Shandong CV20
-
Hengli Petrochemical Proyecto de integración química y refinación de 20 millones de toneladas/año

COMPONENTE QUÍMICO:
| ALEACIÓN (% en peso) | C | Mn | Si | Cr | Ni | Fe | W | Mo | V | Cu | P | S | |
| REGLAS GB/T | 0,02 | 1.00 | 0,20 | 20,0-22,5 | ≥49 | 2.0-6.0 | 2,5-3,5 | 12,5-14,5 | 0,4 | 0,5 | 0,02 | 0,015 | |
| REGLAS DE AWS | 0,02 | 1.00 | 0,20 | 20,0-22,5 | Margen | 2.0-6.0 | 2,5-3,5 | 12,5-14,5 | 0,35 | 0,5 | 0,03 | 0,015 | |
| VALOR DE EJEMPLO | 0,015 | 0,31 | 0,18 | 21.7 | 55.3 | 4.82 | 3.35 | 13.400 | 0,05 | 0,05 | 0,01 | 0.003 | |
PROPIEDAD MECÁNICA:
| PROPIEDAD | LÍMITE DE RENDIMIENTO (MPa) | RESISTENCIA DE EXTENSIÓN (MPa) | VALOR IMPACTO J/℃ | ALARGAMIENTO(%) | ||||
| REGLAS GB/T | 350 | 690 | - | 22 | ||||
| REGLAS DE AWS | - | 690 | - | 25 | ||||
| VALOR DE EJEMPLO | 530 | 749 | - | 40 | ||||
PARÁMETROS DE SOLDADURA RECOMENDADOS:
| ESPECIFICACIONES DE DIÁMETROS (mm) | 2,6*300 | 3,2*350 | 4,0*350 | ||||||
| ELECTRICIDAD (Amperio) | H/W | 65-95 | 70-115 | 95-145 | |||||
| AY | 55-80 | 65-110 | 80-130 | ||||||
-

Aleaciones de níquel Electrodo manual Tejido de soldadura ENi-1...
-

Aleaciones de níquel Electrodo manual ENiCrMo-4 soldadura f...
-

Aleaciones de níquel Electrodo manual ENiCrFe-1 Soldadura...
-

Aleaciones de níquel Electrodo manual ENiCrFe-4 Soldadura...
-

Aleaciones de níquel TIG ERNiCr-3 Accesorios para material de soldadura...
-

Aleaciones de níquel TIG ERNiCrFe-7A Unión para soldadura






Escribe aquí tu mensaje y envíanoslo