Aceros inoxidables Electrodo manual E347-16 Unión de fabricación de soldadura






Solicitud
Es adecuado para soldar acero inoxidable 18%Cr-8%Ni-Nb (SUS347) y acero inoxidable 18%Cr-8%Ni-Ti (sus321) en la industria petroquímica, recipientes a presión, maquinaria alimentaria, maquinaria médica, fertilizantes químicos y otras industrias.
Organismo de certificación: ABS, CCS, DNV/GL, CE, JIS

COMPONENTE QUÍMICO:
| ALEACIÓN (% en peso) | C | Mn | Si | Cr | Ni | Mo | P | S | demás | |
| REGLAS GB/T | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| REGLAS DE AWS | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| VALOR DE EJEMPLO | 0.041 | 1,55 | 0,7 | 19.7 | 9.4 | 0,2 | 0,028 | 0.003 | Cu0,13/Nb0,50 | |
PROPIEDAD MECÁNICA:
| PROPIEDAD | LÍMITE DE RENDIMIENTO (MPa) | RESISTENCIA DE EXTENSIÓN (MPa) | VALOR IMPACTO J/℃ | ALARGAMIENTO(%) | ||||
| REGLAS GB/T | - | 520 | - | 25 | ||||
| REGLAS DE AWS | - | 520 | - | 30 | ||||
| VALOR DE EJEMPLO | - | 645 | - | 34 | ||||
PARÁMETROS DE SOLDADURA RECOMENDADOS:
| ESPECIFICACIONES DE DIÁMETROS (mm) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ELECTRICIDAD (Amperio) | H/W | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| AY | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
Electrodo manual de acero inoxidable de calcio y titanio, la composición principal es 18% Cr-9% Ni-Nb; agregar Nb sobre la base de 308 puede mejorar efectivamente la resistencia a la corrosión, especialmente el rendimiento de la corrosión intergranular;


Arco estable, formación hermosa, ondulación delicada, pocas salpicaduras, fácil eliminación de escoria, buena resistencia al fuego, buena resistencia a la porosidad.



Ningbo Honest Metal Materials Co, Ltd. es una empresa internacional de soldadura profesional con investigación y desarrollo, producción, ventas y gestión independientes. Fue establecido en 2020.






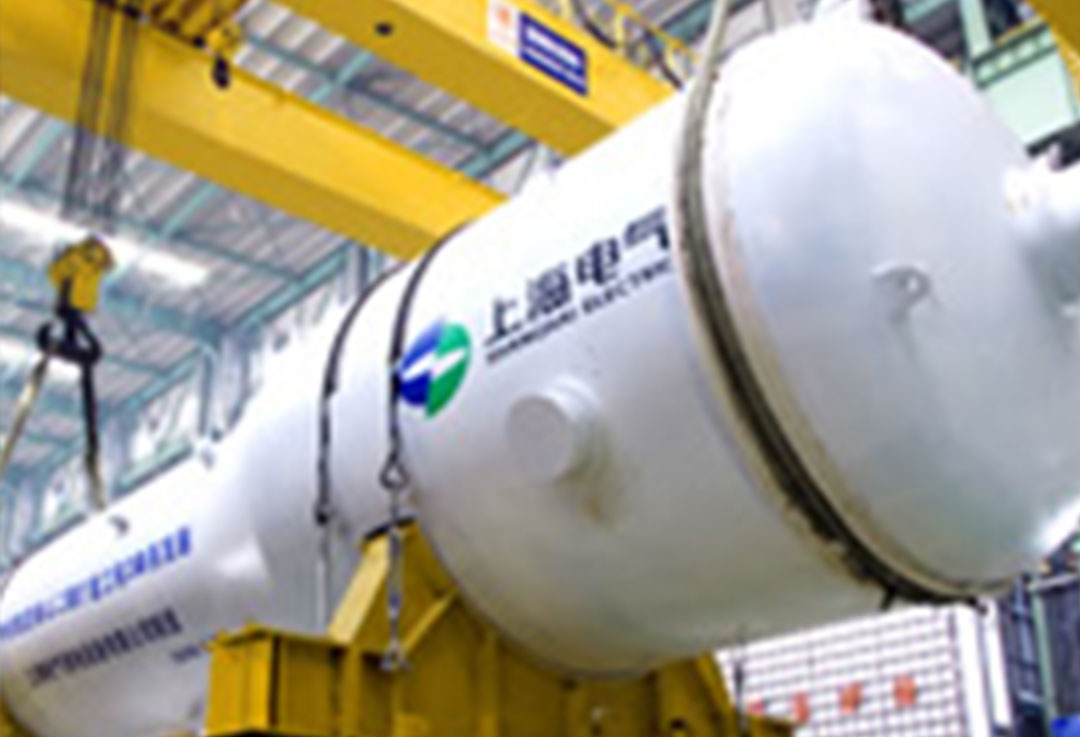
Granelero de 300.000 toneladas
Tres puertas 2# no están activas
Supernúcleo SG

COMPONENTE QUÍMICO:
| ALEACIÓN (% en peso) | C | Mn | Si | Cr | Ni | Mo | P | S | demás | |
| REGLAS GB/T | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| REGLAS DE AWS | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb: 8C-1,00 | |
| VALOR DE EJEMPLO | 0.041 | 1,55 | 0,7 | 19.7 | 9.4 | 0,2 | 0,028 | 0.003 | Cu0,13/Nb0,50 | |
PROPIEDAD MECÁNICA:
| PROPIEDAD | LÍMITE DE RENDIMIENTO (MPa) | RESISTENCIA DE EXTENSIÓN (MPa) | VALOR IMPACTO J/℃ | ALARGAMIENTO(%) | ||||
| REGLAS GB/T | - | 520 | - | 25 | ||||
| REGLAS DE AWS | - | 520 | - | 30 | ||||
| VALOR DE EJEMPLO | - | 645 | - | 34 | ||||
PARÁMETROS DE SOLDADURA RECOMENDADOS:
| ESPECIFICACIONES DE DIÁMETROS (mm) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ELECTRICIDAD (Amperio) | H/W | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| AY | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
-
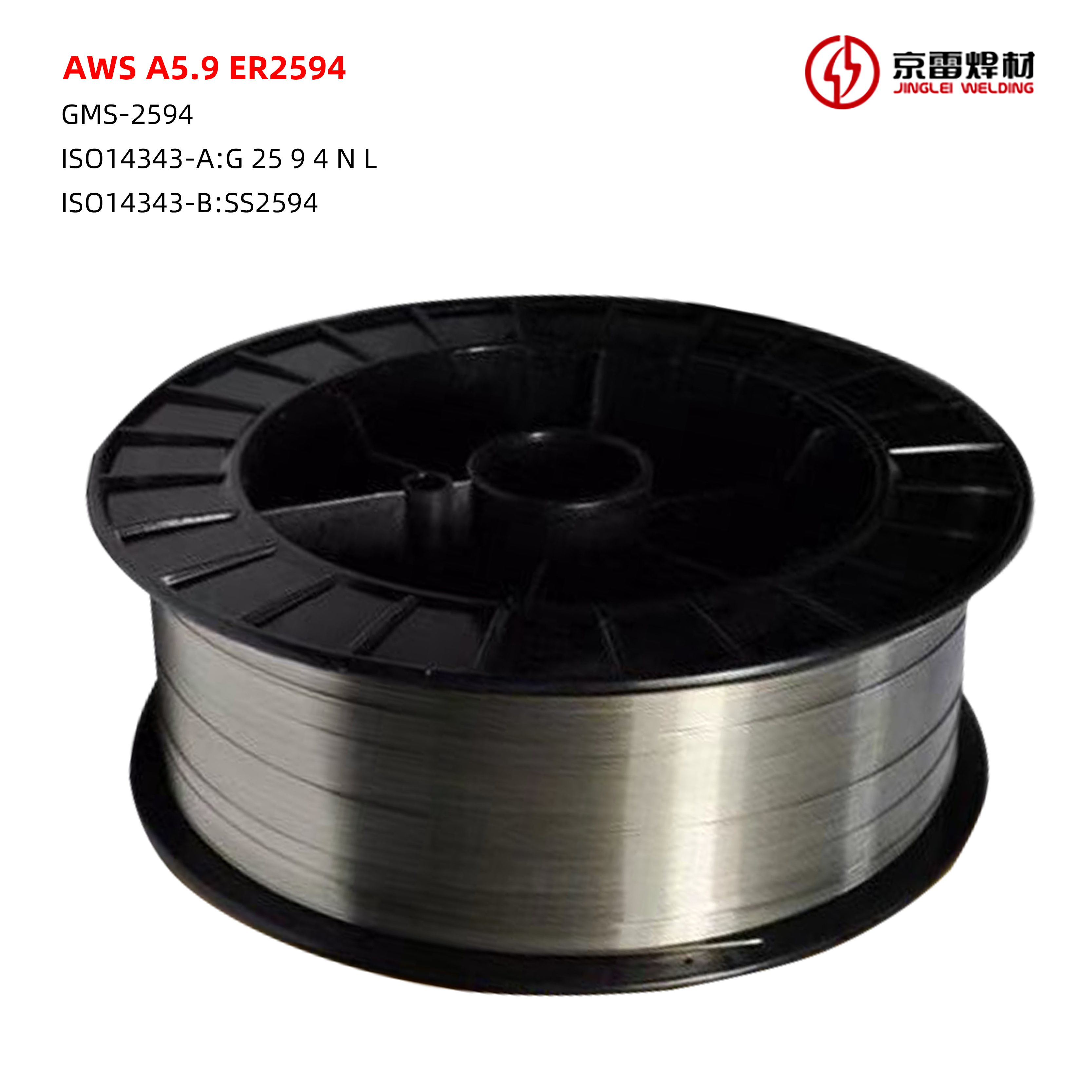
Alambre de soldadura MIG para mineral de acero inoxidable ER2594...
-

Alambre de soldadura TIG para conector ER308L de acero inoxidable...
-

Alambre con núcleo fundente de acero inoxidable E308HT1-1 Sensor...
-

Alambre de soldadura SAW de aceros inoxidables ER309LMo y...
-

Alambre de soldadura SAW de acero inoxidable ER309L y fl...
-

Alambre de soldadura TIG para soldadura de acero inoxidable...





