Electrodo Manual de aceros con alto contenido de carbono E12015-G plataforma de perforación semisumergible bobina de alambre de soldadura


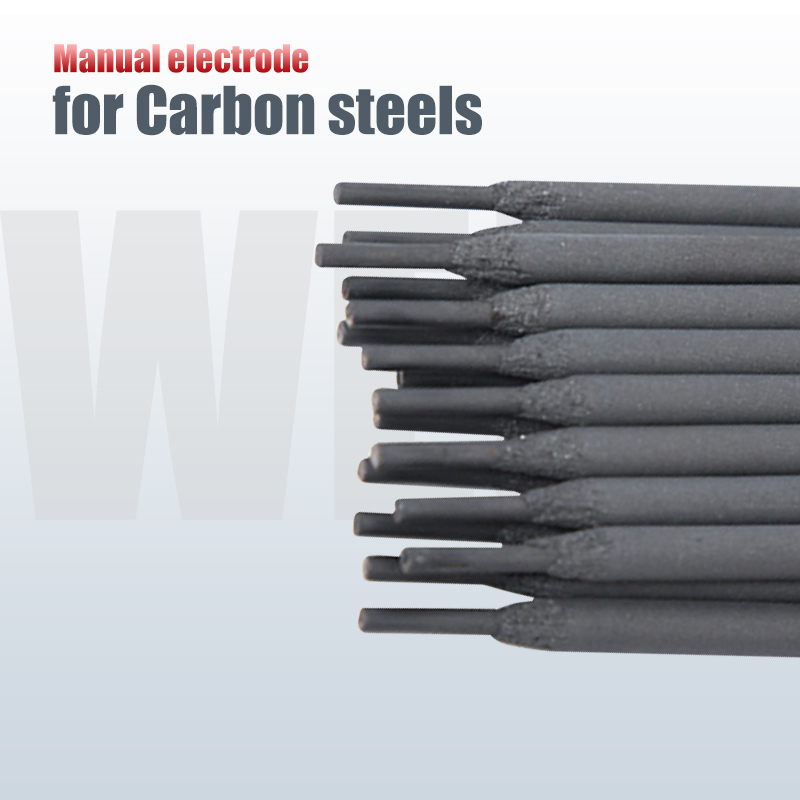

Indicado para la soldadura de aceros de baja aleación del mismo grado de resistencia en maquinaria de construcción.Se utiliza principalmente para reparar defectos de trenes y vehículos fabricados con acero de clase E.
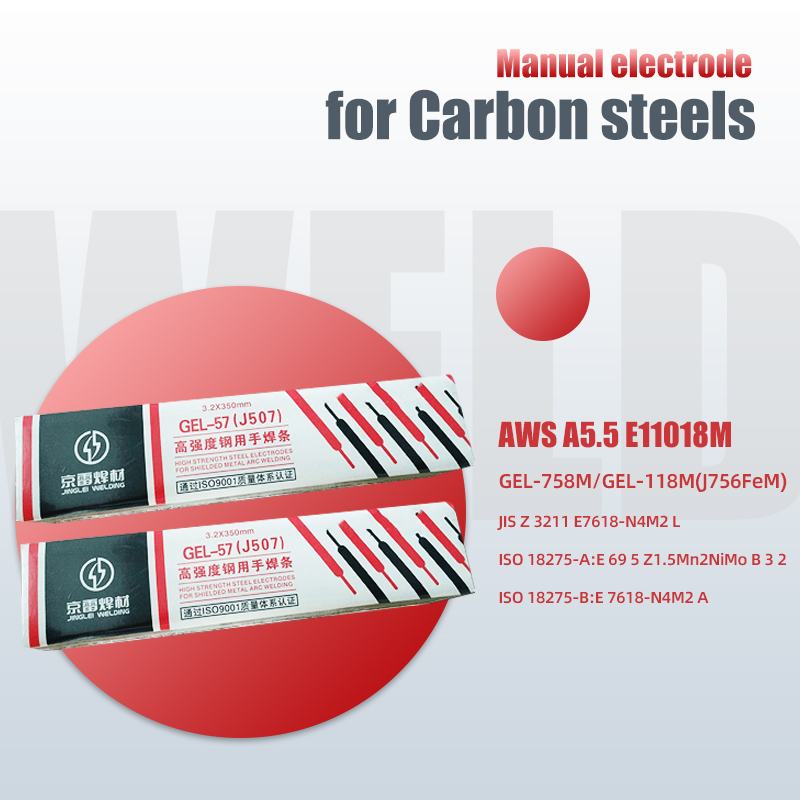
El estándar que cumplimos: GB/T32533 E8315-G, AWS A5.5 E12015-G y A5.5M E8315-G, ISO18275-A:, ISO 18275-B: E8315-G A.

¿Cuáles son los
caracteristicas?
●Electrodo de hidrógeno bajo en sodio.
●Arco estable, pequeña salpicadura, buena formación, fácil desagüe
●El rendimiento de rayos X es bueno.
●Propiedades mecánicas estables.
Parámetro del producto
COMPONENTE QUÍMICO:
| ALEACIÓN (% en peso) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu | V |
| REGLAS GB/T | - | ≥1.00 | ≥0.80 | ≥0.30 | ≥0.50 | ≥0.20 | - | - | - | ≥0.10 |
| REGLAS DE AWS | - | ≥1.00 | ≥0.80 | ≥0.30 | ≥0.50 | ≥0.20 | 0.030 | 0.030 | ≥0.20 | ≥0.10 |
| VALOR DE EJEMPLO | 0.072 | 2.20 | 0.14 | 0.54 | 0.015 | 0.86 | 0.012 | 0.006 | 0.012 | 0.002 |
PROPIEDAD MECANICA:
| PROPIEDAD | LÍMITE DE RENDIMIENTO (MPa) | FUERZA DE EXTENSIÓN (MPa) | TRATAMIENTO TÉRMICO℃xh | VALOR DE IMPACTO J/℃ | ALARGAMIENTO(%) | |||||
| REGLAS GB/T | 740 | 830 | AW | - | 12 | |||||
| REGLAS DE AWS | 740 | 830 | AW | - | 14 | |||||
| VALOR DE EJEMPLO | 820 | 880 | AW | 85/Temperatura normal | 16 | |||||
PARÁMETROS DE SOLDADURA RECOMENDADOS:
| ESPECIFICACIONES DE DIÁMETROS (mm) | 2,6*350 | 3,2*350 | 4,0*400 | 5,0*400 | ||||||
| ELECTRICIDAD (Amperio) | H/W | 80-110 | 100-130 | 130-180 | 180-230 | |||||
| AY | 50-80 | 90-120 | 130-160 | - | ||||||
mira el camino
nosotros transportamos
●transporte motorizado

●Envío

Mira a
nuestro almacén


Los proyectos
estamos involucrados en
●Proyecto de refinación Zhenhai de 1 millón de toneladas/año de etileno

●Materiales de soldadura para vagones de ferrocarril

Nuestros productos
al mundo

COMPONENTE QUÍMICO:
| ALEACIÓN (% en peso) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu | V |
| REGLAS GB/T | - | ≥1.00 | ≥0.80 | ≥0.30 | ≥0.50 | ≥0.20 | - | - | - | ≥0.10 |
| REGLAS DE AWS | - | ≥1.00 | ≥0.80 | ≥0.30 | ≥0.50 | ≥0.20 | 0.030 | 0.030 | ≥0.20 | ≥0.10 |
| VALOR DE EJEMPLO | 0.072 | 2.20 | 0.14 | 0.54 | 0.015 | 0.86 | 0.012 | 0.006 | 0.012 | 0.002 |
PROPIEDAD MECANICA:
| PROPIEDAD | LÍMITE DE RENDIMIENTO (MPa) | FUERZA DE EXTENSIÓN (MPa) | TRATAMIENTO TÉRMICO℃xh | VALOR DE IMPACTO J/℃ | ALARGAMIENTO(%) | |||||
| REGLAS GB/T | 740 | 830 | AW | - | 12 | |||||
| REGLAS DE AWS | 740 | 830 | AW | - | 14 | |||||
| VALOR DE EJEMPLO | 820 | 880 | AW | 85/Temperatura normal | 16 | |||||
PARÁMETROS DE SOLDADURA RECOMENDADOS:
| ESPECIFICACIONES DE DIÁMETROS (mm) | 2,6*350 | 3,2*350 | 4,0*400 | 5,0*400 | ||||||
| ELECTRICIDAD (Amperio) | H/W | 80-110 | 100-130 | 130-180 | 180-230 | |||||
| AY | 50-80 | 90-120 | 130-160 | - | ||||||
-
Electrodo manual de aceros al carbono E11018M jac...
-

Aceros de alto carbono Electrodo manual E9016-G wel...
-

Electrodo de mano 550Mpa para acero de alta resistencia
-
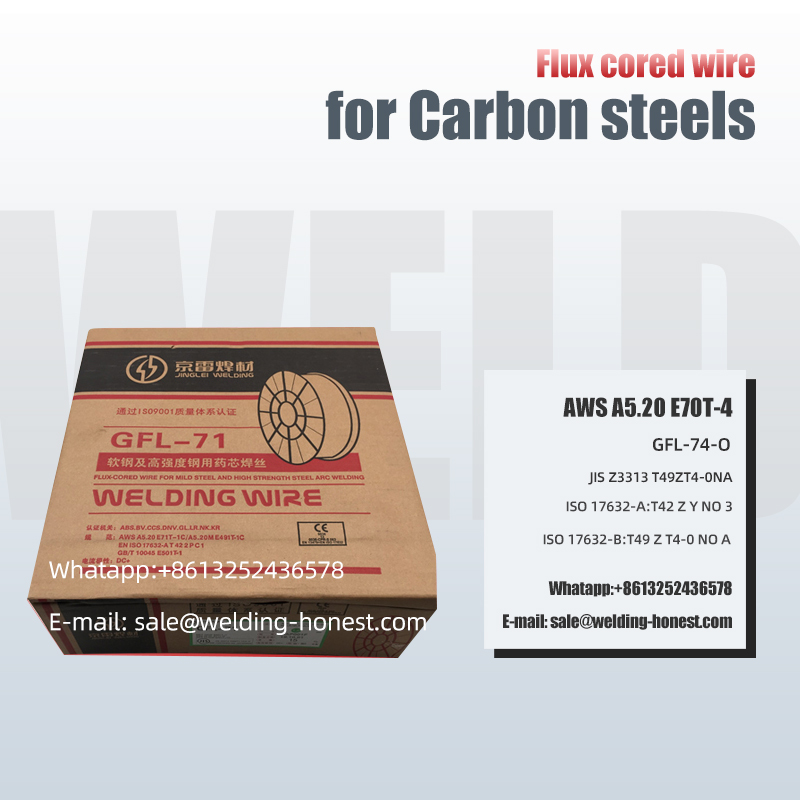
Aceros de alto carbono Alambre tubular E70T-4 Soldadura...
-

Electrodo manual para aceros al carbono E7018-1 Sea...
-

Aceros de alto carbono Alambre tubular E71T-1C Soldadura...






Escribe aquí tu mensaje y envíanoslo