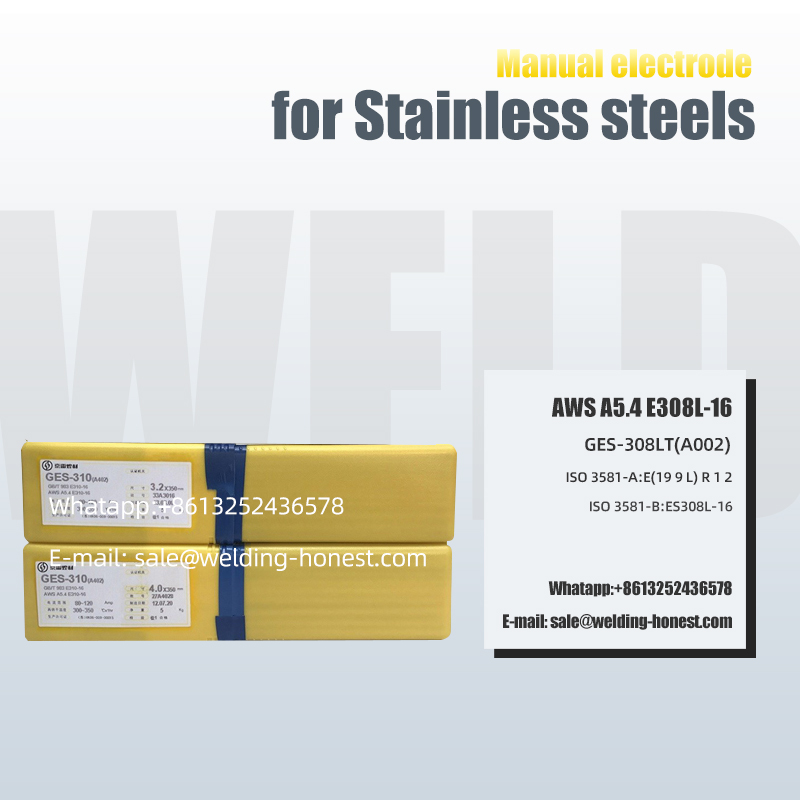
Electrodo manual de aceros inoxidables E347-16 Soldadura de tanque químico de acero inoxidable dúplex






TECNOLOGÍA DE SOLDADURA
No dejes que las preguntas
Continuar persiguiéndote

Inestabilidad del arco

moldura antiestética

salpicaduras excesivas
Tipo titanio calcio
electrodo de mano de acero inoxidable
El componente principal es 18%Cr- 9%Ni-Nb
ondulación bien
Tiene buena resistencia a la corrosión.

Escoria fácil
Parámetro del producto
COMPONENTE QUÍMICO:
| ALEACIÓN (% en peso) | C | Mn | Si | Cr | Ni | Mo | P | S | demás | |
| REGLAS GB/T | 0.04 | 0.5-2.5 | 1.00 | 18,0-21,0 | 9.0-11.0 | 0.75 | 0.04 | 0.03 | Cu0.75/Nb: 8C-1.00 | |
| REGLAS DE AWS | 0.08 | 0.5-2.5 | 1.00 | 18,0-21,0 | 9.0-11.0 | 0.75 | 0.04 | 0.03 | Cu0.75/Nb: 8C-1.00 | |
| VALOR DE EJEMPLO | 0.033 | 0.84 | 0,69 | 18.7 | 9.5 | 0.1 | 0.027 | 0.005 | Cu0.22/Nb0.50 | |
PROPIEDAD MECANICA:
| PROPIEDAD | LÍMITE DE RENDIMIENTO (MPa) | FUERZA DE EXTENSIÓN (MPa) | VALOR DE IMPACTO J/℃ | ALARGAMIENTO(%) | ||||
| REGLAS GB/T | - | 510 | - | 25 | ||||
| REGLAS DE AWS | - | 520 | - | 30 | ||||
| VALOR DE EJEMPLO | - | 615 | - | 36 | ||||
PARÁMETROS DE SOLDADURA RECOMENDADOS:
| ESPECIFICACIONES DE DIÁMETROS (mm) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ELECTRICIDAD (Amperio) | H/W | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| AY | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
Soporte de fábrica




El producto es adecuado para un
amplia gama de aplicaciones
TECNOLOGÍA DE SOLDADURA

Tianshu Xing, un gran transportador de gas natural licuado (GNL) con 174.000 metros cúbicos, es el primer barco que se fabrica

Los materiales de soldadura de la serie de acero Cr-Mo y los materiales de soldadura de superficies de electrodos se utilizan ampliamente en equipos de refinación de petróleo

Zhangjiagang CIMC Shengdayin Equipo criogénico Co., LTD.Recipiente criogénico (estación de servicio de GNL)
COMPONENTE QUÍMICO:
| ALEACIÓN (% en peso) | C | Mn | Si | Cr | Ni | Mo | P | S | demás | |
| REGLAS GB/T | 0.04 | 0.5-2.5 | 1.00 | 18,0-21,0 | 9.0-11.0 | 0.75 | 0.04 | 0.03 | Cu0.75/Nb: 8C-1.00 | |
| REGLAS DE AWS | 0.08 | 0.5-2.5 | 1.00 | 18,0-21,0 | 9.0-11.0 | 0.75 | 0.04 | 0.03 | Cu0.75/Nb: 8C-1.00 | |
| VALOR DE EJEMPLO | 0.033 | 0.84 | 0,69 | 18.7 | 9.5 | 0.1 | 0.027 | 0.005 | Cu0.22/Nb0.50 | |
PROPIEDAD MECANICA:
| PROPIEDAD | LÍMITE DE RENDIMIENTO (MPa) | FUERZA DE EXTENSIÓN (MPa) | VALOR DE IMPACTO J/℃ | ALARGAMIENTO(%) | ||||
| REGLAS GB/T | - | 510 | - | 25 | ||||
| REGLAS DE AWS | - | 520 | - | 30 | ||||
| VALOR DE EJEMPLO | - | 615 | - | 36 | ||||
PARÁMETROS DE SOLDADURA RECOMENDADOS:
| ESPECIFICACIONES DE DIÁMETROS (mm) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ELECTRICIDAD (Amperio) | H/W | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| AY | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
-

Electrodo manual de aceros inoxidables E320-16 soldadura ...
-

Aceros inoxidables Alambre con núcleo de metal EC308L metal ...
-

Alambre tubular de acero inoxidable E307T1-1 Soldadura...
-

Electrodo manual de aceros inoxidables E310-16 soldadura ...
-

Electrodo manual de aceros inoxidables E410-16 soldadura ...
-
Aceros inoxidables Electrodo manual E308L-16 meta...





