Aceros inoxidables Electrodo manual ISO 3581-A:E18 8 Mn R 1 2 metal Material de unión






TECNOLOGÍA DE SOLDADURA
No dejes que las preguntas
Continuar persiguiéndote

Inestabilidad del arco

moldura antiestética

salpicaduras excesivas
Tipo titanio calcio
electrodo de mano de acero inoxidable
El componente principal es 18%Cr- 9%Ni
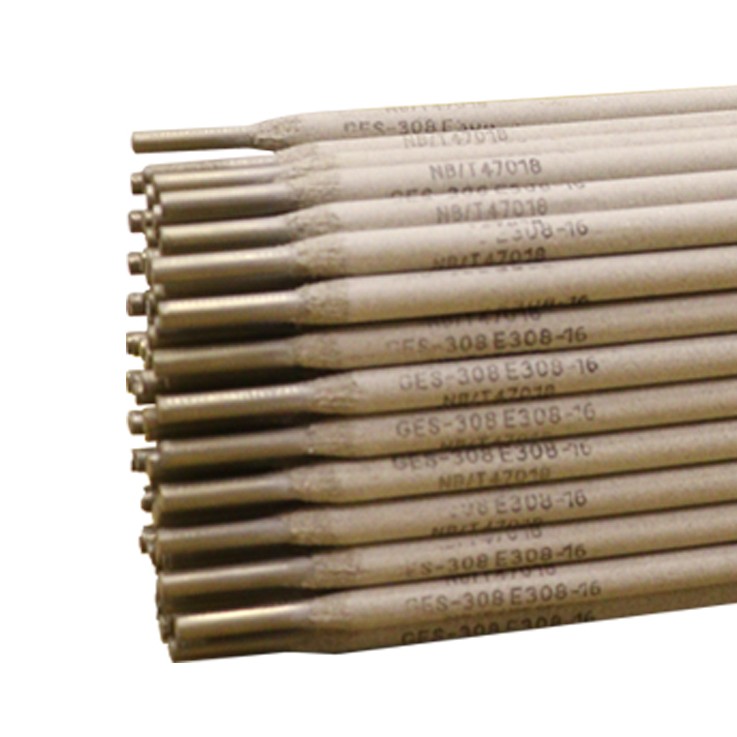
ondulación bien
Propiedades mecánicas estables
La tasa de aprobación de rayos X es alta
Amplia gama de escenarios de aplicación

Escoria fácil
Parámetro del producto
COMPONENTE QUÍMICO:
| ALEACIÓN (% en peso) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu |
| REGLAS GB/T | 0.20 | 4.5-7.5 | 1.20 | 17-20 | 44752.00 | 0.74 | 0.035 | 0. 025 | 0.75 |
| REGLAS DE AWS | - | - | - | - | - | - | - | - | - |
| VALOR DE EJEMPLO | 0.071 | 5.58 | 1.03 | 19.12 | 8.9 | 0.2 | 0.028 | 0.006 | 0.012 |
PROPIEDAD MECANICA:
| PROPIEDAD | LÍMITE DE RENDIMIENTO (MPa) | FUERZA DE EXTENSIÓN (MPa) | TRATAMIENTO TÉRMICO℃xh | VALOR DE IMPACTO J/℃ | ALARGAMIENTO(%) | |||||
| REGLAS GB/T | 350 | 500 | - | - | 25 | |||||
| REGLAS DE AWS | - | - | - | - | - | |||||
| VALOR DE EJEMPLO | - | 635 | - | - | 36 | |||||
PARÁMETROS DE SOLDADURA RECOMENDADOS:
| ESPECIFICACIONES DE DIÁMETROS (mm) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ELECTRICIDAD (Amperio) | H/W | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| AY | 20-50 | 45-80 | 70-110 | 90-135 | ||||||
Soporte de fábrica




El producto es adecuado para un
amplia gama de aplicaciones
TECNOLOGÍA DE SOLDADURA

Proyecto de planta de tratamiento central Xinjiang Kela 2

Calentador de alta presión de Hangzhou Boiler Group Co. LTD

Proyecto de tanque esférico de propano de -50 ℃ de Gansu Lanke Petrochemical
COMPONENTE QUÍMICO:
| ALEACIÓN (% en peso) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu |
| REGLAS GB/T | 0.20 | 4.5-7.5 | 1.20 | 17-20 | 44752.00 | 0.74 | 0.035 | 0. 025 | 0.75 |
| REGLAS DE AWS | - | - | - | - | - | - | - | - | - |
| VALOR DE EJEMPLO | 0.071 | 5.58 | 1.03 | 19.12 | 8.9 | 0.2 | 0.028 | 0.006 | 0.012 |
PROPIEDAD MECANICA:
| PROPIEDAD | LÍMITE DE RENDIMIENTO (MPa) | FUERZA DE EXTENSIÓN (MPa) | TRATAMIENTO TÉRMICO℃xh | VALOR DE IMPACTO J/℃ | ALARGAMIENTO(%) | |||||
| REGLAS GB/T | 350 | 500 | - | - | 25 | |||||
| REGLAS DE AWS | - | - | - | - | - | |||||
| VALOR DE EJEMPLO | - | 635 | - | - | 36 | |||||
PARÁMETROS DE SOLDADURA RECOMENDADOS:
| ESPECIFICACIONES DE DIÁMETROS (mm) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ELECTRICIDAD (Amperio) | H/W | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| AY | 20-50 | 45-80 | 70-110 | 90-135 | ||||||
-
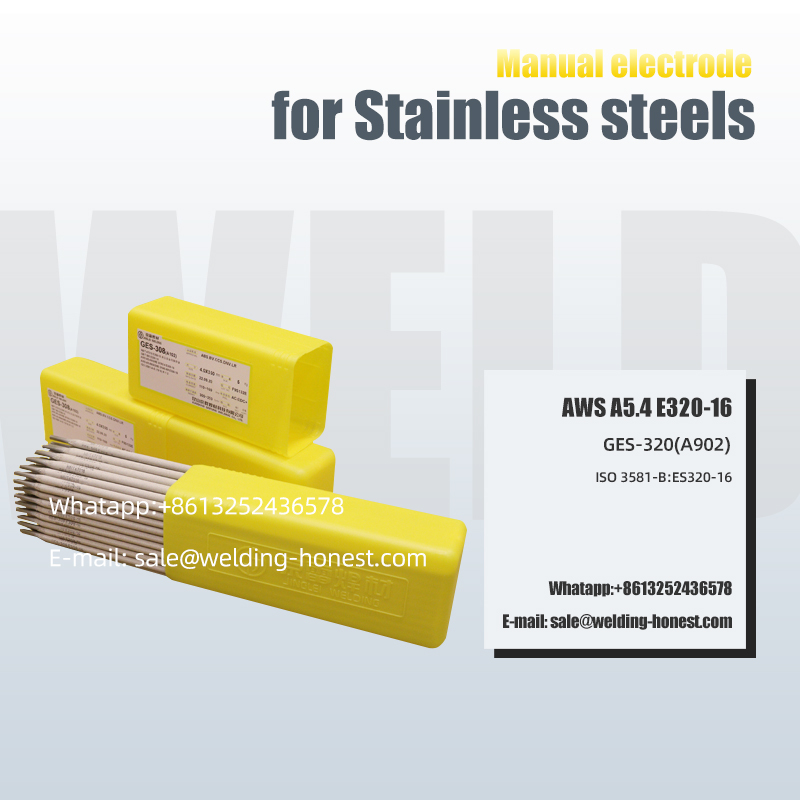
Electrodo Manual Aceros Inoxidables E320-16 grande...
-

Aceros inoxidables MIG ER2209 Material de soldadura
-
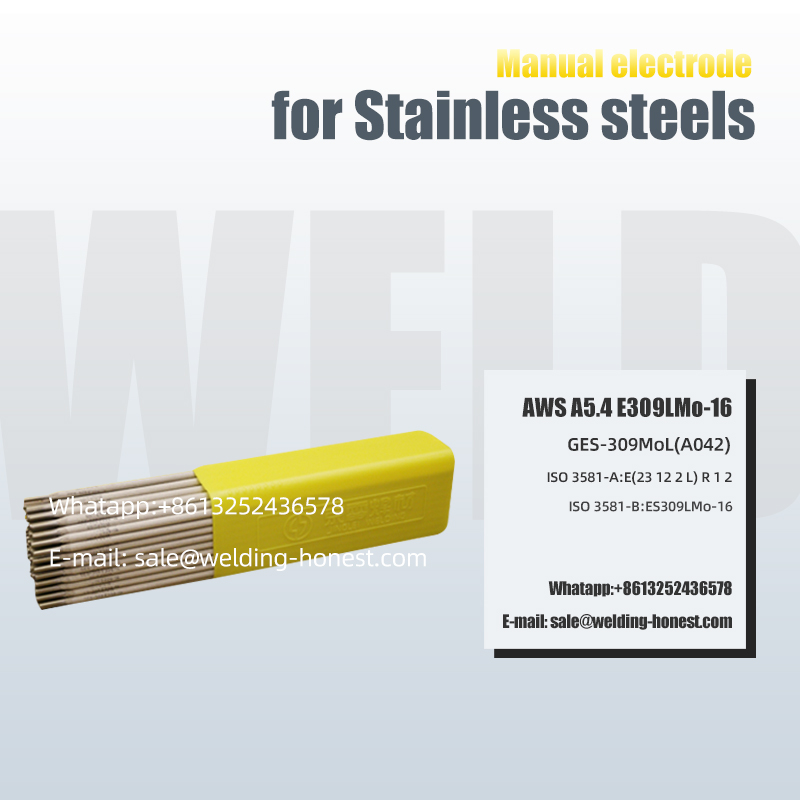
Electrodo manual de aceros inoxidables E309LMo-16 Se...
-

Electrodo manual de aceros inoxidables E2594-16 Vendido...
-
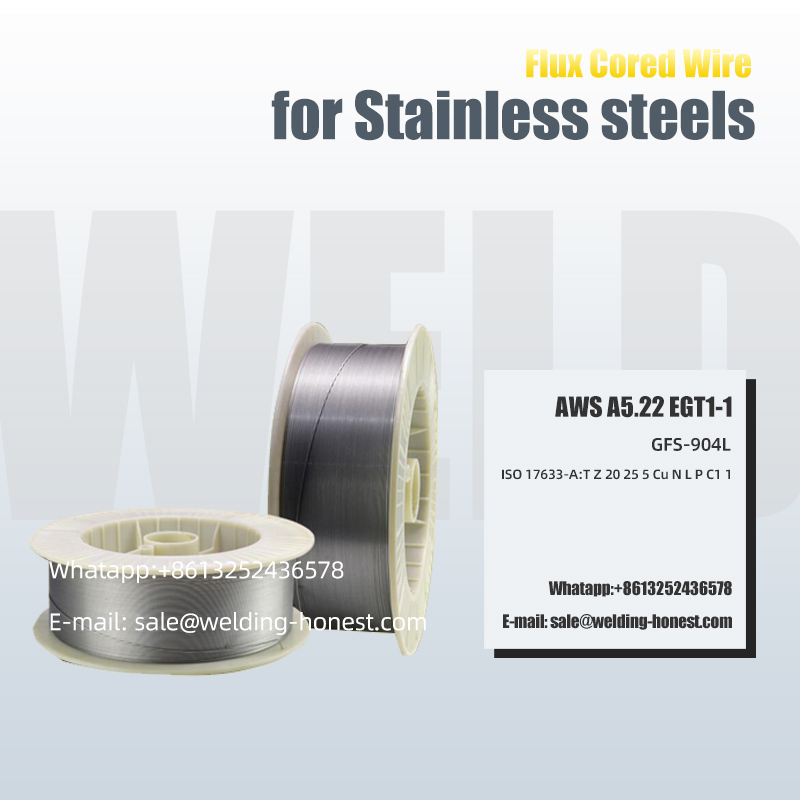
Alambre con núcleo fundente de acero inoxidable EGT1-1 LNG veh...
-
Alambre con núcleo fundente de acero inoxidable E2594T1-1...






Escribe aquí tu mensaje y envíanoslo